English
English 簡體中文
簡體中文 Espa?ol
Espa?ol Deutsche
Deutsche



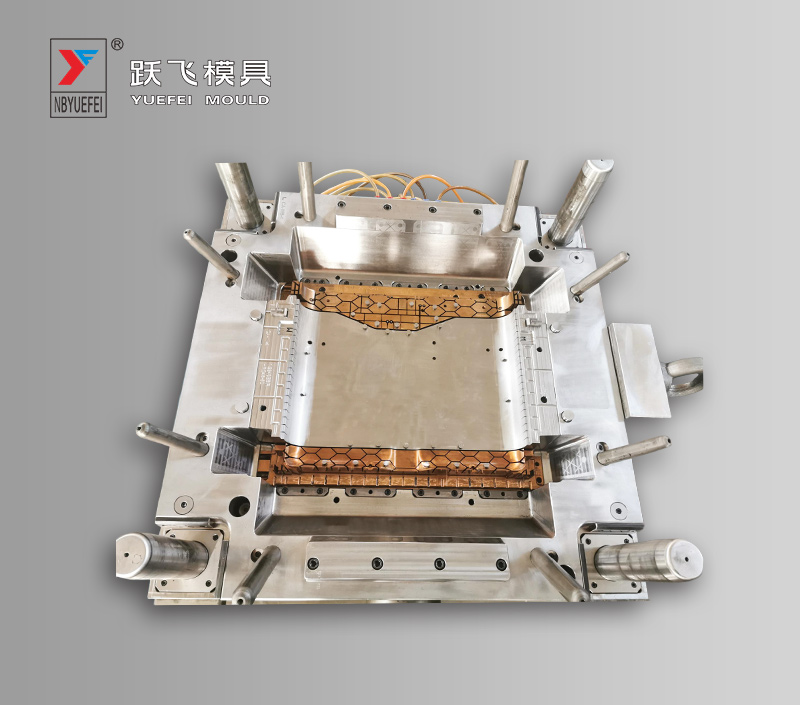
1. Mold mechanical frame into plastic mold
Molds are classified according to the processing technology of processing metals. Commonly used are: stamping dies, including punching dies, bending dies, drawing dies, turning dies, shrinking dies, undulating dies, bulging dies, shaping dies, etc.; forging dies, Including forging dies, upsetting dies, etc.; as well as extrusion dies and die-casting dies. The molds used for processing non-metal and powder metallurgy are named and classified according to the processing objects, including plastic molds, rubber molds and powder metallurgy molds.
2. Mould mechanical stamping die
Die used for sheet metal stamping forming and separating. The mold used for forming has a cavity, and the mold used for separation has a cutting edge. The most commonly used stamping die has only one station to complete a production process. This kind of mold is widely used, simple in structure, easy to manufacture, but low in production efficiency. In order to improve productivity, multiple stamping processes, such as blanking, deep drawing, punching, trimming, etc., can be arranged on a mold, so that the blank can complete multiple stamping processes in one station. This mold is called a composite mold. . In addition, multiple processes such as blanking, bending, deep drawing, punching and trimming are arranged in different positions of a mold.
3. Mould mechanical forging die
Used for hot metal forging and forming molds. During die forging, the blank is often deformed several times before it can be made into a forging, which requires several cavities to be engraved on a module. The metal is sent to each cavity in turn, and plastic flows in the cavity, and finally fills the cavity to make a forging. In die forging forming, it is difficult for the blank to have the same cavity volume as the final forging. In order to avoid scrap, the blank should be slightly larger. For this reason, flash grooves are arranged around the cavity of the interface between the upper and lower molds of the final forging die to store excess metal, and the flash is cut off after forming. Sharp corners and deep grooves should be minimized in the cavity to facilitate metal plastic flow and filling, reduce mold wear and cracking, and increase mold life.
4. Mold mechanical extrusion die
A die for extruding metal. The positive extrusion die has a stationary die, an extrusion cylinder for placing the blank, and a punch for applying pressure to the blank. When extruding the hollow part, the punch has a mandrel at the front end. The extrusion cylinder of the reverse extrusion die is a concave die, and the punch becomes a convex die. Metal needs to be extruded from a concave die under a large pressure, and the required pressure in the cold state can be as high as 2000 kN/mm2 (200 kg/mm2) or more. For this reason, the extrusion barrel and the counter-extrusion die need to have high strength, and a multilayer pre-stressed composite structure is often used. The working length of punch and punch should be short to avoid instability and bending under high compressive stress.
www.3g265.com